



CATIA V5常用模塊簡(jiǎn)介(二) 
CATIA V5電子樣機(jī)漫游設(shè)計(jì)(DMN:CATIA DMU Navigator)使設(shè)計(jì)人員可以通過最優(yōu)化的觀察、漫游和交流功能實(shí)現(xiàn)高級(jí)協(xié)同的DMU檢查、打包和預(yù)裝配等。提供的大量工具(如添加注釋、超級(jí)鏈接、制作動(dòng)畫、發(fā)布及網(wǎng)絡(luò)會(huì)議功能)使得所有涉及DMU檢查的團(tuán)隊(duì)成員可以很容易地進(jìn)行協(xié)同工作。高效的3D漫游功能保證了在整個(gè)團(tuán)隊(duì)中進(jìn)行管理和選擇DMU的能力。
2842 1
【已注銷】 ??? 3年前
CATIA V5常用模塊簡(jiǎn)介(三) 
CATIA V5焊接裝配設(shè)計(jì)(WD1:CATIA Weld Design)為設(shè)計(jì)人員提供了角焊、對(duì)接焊、鏟邊焊、坡口焊和型槽焊(V型、U型和J型)等八種類型的焊接設(shè)計(jì)方法和先進(jìn)的焊接工藝,用于創(chuàng)建焊接和相關(guān)的標(biāo)注,在3D數(shù)字樣機(jī)中實(shí)現(xiàn)焊接,可使設(shè)計(jì)者對(duì)數(shù)字化預(yù)裝配、質(zhì)量慣性、空間預(yù)留和工程圖標(biāo)注等進(jìn)行詳細(xì)的管理。
2721
【已注銷】 ??? 3年前
CATIA V5 零基礎(chǔ)全能設(shè)計(jì)課程
每一章都配有實(shí)操教程與實(shí)戰(zhàn)練習(xí),幫助你**即時(shí)應(yīng)用所學(xué)知識(shí)**,通過制作真實(shí)的工業(yè)設(shè)計(jì)模型提升實(shí)操信心。
2752
仿真資料吧 ??? 5月前
CATIA土木板塊強(qiáng)大的BIM能力在土木工程領(lǐng)域的具體應(yīng)用(含案例) 
CATIA 在達(dá)索系統(tǒng) 3DEXPERIENCE 平臺(tái)的技術(shù)支持下,能夠?qū)崿F(xiàn):基于單一事實(shí)來源的社交設(shè)計(jì)環(huán)境,并允許您通過強(qiáng)大的3D儀表板進(jìn)行訪問,從而促進(jìn)跨所有利益相關(guān)者(包括移動(dòng)工作者)的商業(yè)情報(bào)互訪,以及實(shí)時(shí)并行的設(shè)計(jì)和協(xié)作。為有經(jīng)驗(yàn)者和訪客用戶提供的直觀 3DEXPERIENCE,配有可優(yōu)化用戶使用效果的世界級(jí) 3D 建模和仿真功能。
5261 8 4
技術(shù)鄰公告 ??? 1年前
2022年最新Catia產(chǎn)品包價(jià)格和功能匯總表 
則是按一個(gè)個(gè)模塊售賣,同樣當(dāng)然也有它的優(yōu)劣勢(shì): 優(yōu)勢(shì) 劣勢(shì) 需要哪個(gè)模塊買哪個(gè)模塊,不浪費(fèi); 需要增加模塊時(shí)候要走較長(zhǎng)的采購流程,不能及時(shí)用上; 根據(jù)企業(yè)需要配置模塊,自由組合度非常高; 模塊單價(jià)高; 對(duì)模塊不了解,不知道怎么配模塊;
2359
達(dá)索系統(tǒng)百世慧 ??? 4年前
工業(yè)軟件介紹系列之一:CATIA與CAD 
而CATIA最初是公司內(nèi)部由工程師開發(fā)的生產(chǎn)力工具,是服務(wù)于內(nèi)部研發(fā)部門的。之后才轉(zhuǎn)型為商業(yè)工業(yè)軟件,服務(wù)全球客戶。
3255 1 1
工業(yè)設(shè)計(jì)學(xué)渣 ??? 3年前
CATIA GSD模塊中建立Audi R8 車身曲面 

建模水平,尤其是GSD這一塊,就算不是爐火純青,至少到設(shè)計(jì)公司做個(gè)產(chǎn)品數(shù)據(jù)建模和修改是不成問題了~? ??????視頻教程配有有相應(yīng)的文件,大家可以從課程學(xué)習(xí)界面的“學(xué)習(xí)資料”處進(jìn)行下載。? ??
3213 14
CATIA小狼 ??? 7年前
10大機(jī)械設(shè)計(jì)軟件對(duì)比! 
CATIA CATIA是達(dá)索公司的產(chǎn)品開發(fā)旗艦解決方案,支持從項(xiàng)目前階段、具體的設(shè)計(jì)、分析、模擬、組裝到維護(hù)在內(nèi)的全部工業(yè)設(shè)計(jì)流程,自1999年以來逐漸成為了世界上最常用的產(chǎn)品開發(fā)系統(tǒng)。
3153 2
機(jī)械加工網(wǎng) ??? 4年前
誠(chéng)智鵬3DCC V6.0震撼發(fā)布!10大創(chuàng)新引領(lǐng)行業(yè)變革 
3DCC V6.0版本的基于點(diǎn)云的表面特征分析及裝配功能,通過實(shí)現(xiàn)點(diǎn)云空間配準(zhǔn),能夠精準(zhǔn)地將來自不同角度、不同設(shè)備的點(diǎn)云數(shù)據(jù)進(jìn)行整合與對(duì)齊,解決了傳統(tǒng)點(diǎn)云配準(zhǔn)中的精度問題。通過高效的配準(zhǔn)算法,系統(tǒng)能夠在不依賴繁瑣手工操作的情況下,自動(dòng)完成點(diǎn)云數(shù)據(jù)的精準(zhǔn)對(duì)接。
3226
笑酒仙 ??? 1年前
基于Moldex3D可降解國(guó)際象棋的注塑仿真模擬 
翹曲受溫度、壓力、纖維配向、產(chǎn)品設(shè)計(jì)等因素控制,根本原因是熔體生產(chǎn)過程中的不均勻收縮。在生產(chǎn)過程中,應(yīng)盡量避免翹曲位移對(duì)產(chǎn)品外觀質(zhì)量產(chǎn)生的不利影響。翹曲總位移代表了所有效應(yīng)導(dǎo)致的翹曲分布如圖10所示,翹曲總位移最大值為1.930 mm,X軸方向翹曲位移最小,為-0.67~0.611 mm,Z軸方向翹曲最大,為-1.930~1.074 mm,翹曲的正負(fù)值表示兩個(gè)相反的方向。
4296 3
鑄造工程師 ??? 2年前
025. 【筆記】Hypermesh舊界面過渡新界面重要筆記精簡(jiǎn)(5000字) 
這里需要注意一點(diǎn),Export Geometry(導(dǎo)出幾何)的文件類型基本都是通用格式(不能再導(dǎo)出像Catia.Part這樣的原格式)。這個(gè)圖標(biāo)只做簡(jiǎn)單了解。
2606
CAE知識(shí)手札 ??? 1年前
各類工業(yè)常用軟件,你知道的有多少
主流CAX 序號(hào) 軟件名稱 主要功能 1 AUTOCAD CAXA 二維CAD 2 SOLIDWORK/ UG / PROE / CATIA等 三維CAD 3 UG, catia,edgecam
2384
機(jī)械加工網(wǎng) ??? 4年前
各類工業(yè)常用軟件,你知道的有多少
主流CAX 序號(hào) 軟件名稱 主要功能 1 AUTOCAD CAXA 二維CAD 2 SOLIDWORK/ UG / PROE / CATIA等 三維CAD 3 UG, catia,edgecam
2526 4 1
數(shù)控編程教學(xué) ??? 4年前
達(dá)索系統(tǒng)3DEXPERIENCE平臺(tái)賦能機(jī)械工程行業(yè)SOLIDWORKS數(shù)據(jù)管理實(shí)踐 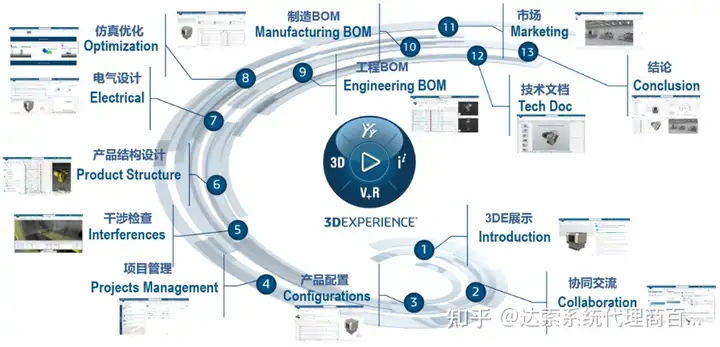
從Product Structure Editor功能中,產(chǎn)品工程師可以用配置過濾工具來篩選150%超配機(jī)型BOM到單機(jī)BOM。150%的可配置結(jié)構(gòu)表示整個(gè)產(chǎn)品所有可用的變量(切割頭、噴嘴、配件類型等)。
2506
達(dá)索系統(tǒng)百世慧 ??? 3年前
大巴山上的“空中芭蕾”——蓼子大橋轉(zhuǎn)體施工關(guān)鍵技術(shù) 
基于時(shí)空鏈網(wǎng)的 BIM模型助力拱肋轉(zhuǎn)體實(shí)施 除傳統(tǒng)的測(cè)量手段外,項(xiàng)目團(tuán)隊(duì)依托Cyclone 、Geomagic Control、CATIA
4473 7 2
泡沫oO ??? 3年前
快速網(wǎng)格變形技術(shù)在車身開發(fā)流程中的應(yīng)用 
1.3 結(jié)構(gòu)優(yōu)化及輕量化設(shè)計(jì) 白車身結(jié)構(gòu)的輕量化設(shè)計(jì)是采用優(yōu)化設(shè)計(jì)方法,在保證車身結(jié)構(gòu)性能的前提下,通過對(duì)車身板件厚度的重新分 配,達(dá)到輕量化的目的。優(yōu)化設(shè)計(jì)是一種尋找確定最優(yōu)設(shè) 計(jì)方案的技術(shù),通過對(duì)設(shè)計(jì)變量的合理選擇,在實(shí)際約束 狀態(tài)下,使系統(tǒng)性能指標(biāo)最優(yōu)。
2409 1
DEP MeshWorks ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
